
Mechanical Testing










Charpy Impact Testing
The Charpy impact test uses a swinging pendulum to assess the resistance of a material to brittle fracture. The absorbed energy is measured from a calibrated analog scale. AWT can perform testing at temperatures as cold as -320¢X, with absorbed energies up to 300 ft-lbs. Testing performed per various specifications, such as ASTM A370, ASTM E23, ASME Section VIII, AWS D1.1, and many others.
Hardness Testing
Vickers
Vickers testing is performed by pressing an indenter of specified geometry into the test surface. Unlike Rockwell testing, the Vickers test applies only a single test force. The resultant impression or un-recovered area is then measured using a high powered microscope in combination with a filar measuring eyepiece. The Vickers diamond produces a square based pyramidal shape with a depth of indentation of about 1/7th of the diagonal length. The Vickers test has two distinct force ranges, micro (10 -1000 g) and macro (1 -100 kg), to cover all testing requirements. The indenter is the same for both ranges, therefore Vickers hardness values are continuous over the total range of hardness for metals.
Rockwell
Rockwell hardness values are expressed as a combination of a hardness number and a scale symbol representing the indenter and the minor and major loads. The hardness number is expressed by the symbol HR and the scale designation.The Rockwell hardness test is based on an inverse relationship to the measurement of the additional depth to which an indenter is forced by a heavy total (major) load beyond the depth resulting from a previously applied preliminary (minor) load. Initially a minor load is applied, and a zero datum position is established. The major load is then applied for a specified period and removed, leaving the minor load applied. The resulting Rockwell number represents the difference in depth from the zero datum position as a result of the application of the major load. The entire procedure requires as little as a few seconds up to 15 for plastics. In the Rockwell test, results are quickly and directly obtained without the
need for a secondary, dimensional measurement requirement. The most common indenter type is a diamond cone ground at 120 degrees for testing hardened steels and carbides. Softer materials are typically tested using tungsten carbide balls ranging in diameters from 1/16 in up to 1/2 in. The combination of indenter and test force make up the Rockwell scale. These combinations make up 30 different scales and are expressed as the actual hardness number followed by the letters HR and then the respective scale. A recorded hardness number of HRC 63 signifies a hardness of 63 on the Rockwell C scale. Higher values indicate harder materials such as hardened steel or tungsten carbide. These can have HRC values in excess of 70 HRC. Rockwell test forces are applied by traditional deadweight system.
OES Chemical Analysis
The FOUNDRY-MASTER UV is a reliable, precise laboratory spectrometer for the qualitative and quantitative element analysis of metallic samples. The instrument is designed for stationary use as a benchtop unit. The instrument is based Optical Emission Spectroscopy (OES), the analyzing method favored by most metal producing and processing companies.
What this means, is that Accurate Weldment Testing now has the in-house capability to perform chemical analysis on any iron or nickel based alloy. Typical applications include: material verification, material identification, welding consumable testing, and more. If you can provide us a small sample of the product, we’ll tell you what it is!
Tensile Strength/Yield Strength Testing
A tensile test, also known as tension test, is probably the most fundamental type of mechanical test you can perform on material. By pulling on something, you will very quickly determine how the material will react to forces being applied in tension. As the material is being pulled, you will find its strength along with how much it will elongate. AWT is capable of machining and testing various specimen types at loads up to 225,000 pounds. Testing performed per various specifications, such as ASTM A370, ASTM E8, ASME Section VIII, AWS D1.1, and many others.
Bend Testing
Guided bend tests are used to determine the quality of weld metal at the face, root, or side of a welded joint. This test is made in specially designed jigs. AWT can perform bend testing at various radii, in accordance with various specifications, such as ASTM, ASME, AWS, and API.
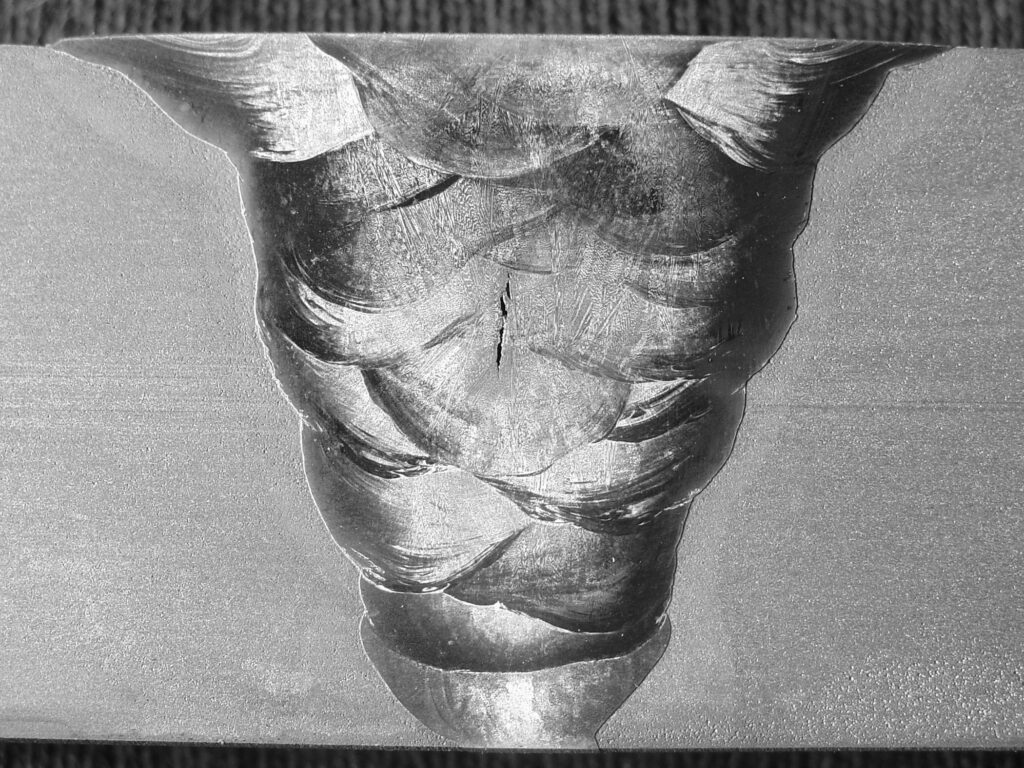
Nick Break Testing
The nick break test is useful for determining the internal quality of the weld metal. This test reveals various internal defects (if present), such as slag inclusions, gas pockets, lack of fusion, and oxidized or burned metal. AWT can perform nick break testing in accordance with various specifications, such as API and AWS.
Macro/Microetch Specimen Preapration and Evaluation
AWT can prepare and evaluate Macro/Microetch specimens on various steels and alloys, per numerous standards and client specifications at a multitude of magnifications.
Ferrite Testing
Volume fraction estimate of δ-ferrite by manual point count per ASTM E562
Volume fraction estimate of δ-ferrite by manual point counting per ASTM E562 in stainless steels and related alloys is accomplished by use of an optical microscopy metallographic technique involving grid point counting. This technique operates under the stereological principal that a grid with a number of uniformly spaced points, when systematically placed over an image, can provide an estimation of the volume fraction on an identifiable constituent. After observing a given number of fields for a region of interest, an unbiased statistical estimation of the volume fraction of an identifiable consistent or phase (δ-ferrite) can be calculated to the desired level of confidence.
Corrosion Testing
Ferric chloride pitting testing per ASTM G48(Method A, C and D)
Ferric chloride pitting testing is used to determine the relative pitting resistance of stainless steels and related alloys. The relative performance of alloys in a ferric chloride solution has been correlated to performance in various real environments such as natural seawater at ambient temperature. This procedure can be used to compare the effects of corrosion resistance on the base material after manufacturing processes such as heat treating or welding.